
No products
Prices are tax included
Product successfully added to your shopping cart
There are 0 items in your cart. There is 1 item in your cart.


























































SoluNOiD's own brand - Premium Filament properties
- Made in Europe
- Tolerance of +/- 0.05mm
- Strong and flexible at the same time
- Very clear
- Almost no warping
- Neutral in smell
- Note: 1kg roll!
![]()
Out of stock
Skriv din e-mail-adresse her, hvis du vil have besked når vi igen har denne vare på lager:
Notify me when available
VIKING FILAMENTS PET-G
An everyday filament out of the ordinary
Key Features:
- Low warping
- Very limited odor
- Easy to print at low temperatures
- High strength and flexible
- Does not absorb moisture
- Approved for food contact
It is recommended to use between 60 and 80 degrees on the buildplate during printing.
WHY CHOOSE VIKING FILAMENTS PET-G
PET-G is generally an equally easy material to deal with as PLA. It is a widely used material because:
- It is easy to print with
- It can be used for a wide variety of purposes
- Is impact resistant
- Dimensional / shape stable
- Resistant to a lot of different liquids and oils
- 1kg on the roll as opposed to 750g on many other brands
- There is low humidity in the material. It can also be printed without drying it first. However, drying it will in any case lead to improved printing properties.
PET-G adheres extremely well to your building board. Whether it is PEI or Glass, or something completely 3. Therefore, you must be aware that you are using a so-called "release agent" such as. a traditional hobby glue stick. This ensures that there is a thin layer between the PET material and your building board where the model is built up. It helps that the workpiece is not super difficult to get off the building board after printing, and in the extreme consequence destroys your building board when removing the workpiece (ALWAYS REMEMBER TO LET YOUR BUILDPLATE COOL OFF BEFORE YOU REMOVE THE ITEM)
CLEAN BUILDING PLATE - ALFA & OMEGA
It is essential that the build plate is kept as clean and grease-free as possible. Many people find that their filament does not adhere well to the building board and uses glue and even hairspray.
Often, it's just a matter of cleaning your building board and keeping it clean. Start by cleaning your building board with dish soap, hot water and a scouring pad. Avoid touching the build plate while drying and reattaching the build plate to the printer. Then the building board is like new again. And after each print, wipe the building board with a cloth that has been poured a little isopropyl alcohol / isopropanol on. From time to time you can also pour a little isopropanol on the scouring pad and then scrub a little on the building board, and dry with a cloth. Then it's ready to go again!
If the above does not help, then there is a high probability that your nozzle's distance to the building board is not adjusted correctly. It may be too close or too far away. Use the paper method to roughly adjust, and then find a test pattern on e.g. thingiverse.com to print a single layer of square squares in all 4 corners and in the center. If they look the same, have a smooth surface, then the printer is adjusted correctly.
Here is the illustration of a wrong and a correct adjustment:
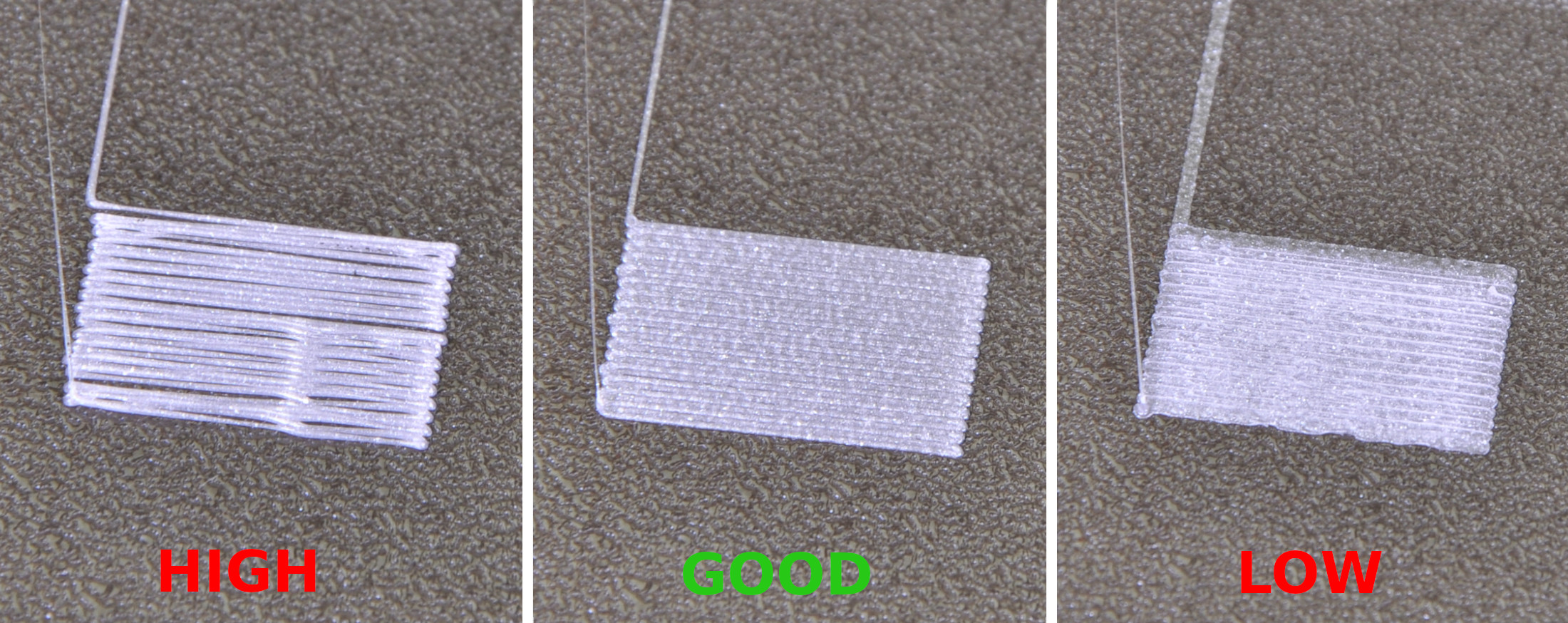
Source: prusaprinters.org
| Brand | Viking Filaments |
| Material | PETG |
| Diameter | 1.75mm |
| Diameter tolerance | +/- 0,05 mm |
| Weight | 1000g |
| Print temperature | 230°C - 250°C |
| Heated bed required | Yes |
| Recommended heated bed temperature | 80°C |
| Warehouse | Store |
















